
一、项目背景在智慧水务、市政环保数字化升级的大背景下,县域乡镇污水处理体系逐步实现全域覆盖。乡镇污水处理厂、沿河排涝泵站、分布式取水提升泵站多沿河道、野外区域零...
一、项目背景随着城市轨道交通、公路隧道、综合管廊基建工程快速推进,盾构机已成为地下隧道施工的核心主力设备。盾构机在隧道内持续长距离掘进,施工环境密闭、潮湿、高粉...
一、项目背景本项目落地于河北大型炼轧生产厂区,厂区内配置 3 台 125t 重型桥式天车,承担钢水转运、钢坯吊装、成品轧材搬运核心作业,是整条冶炼轧制产线的关键...
一、项目背景在现代煤化工、焦化行业智能化升级进程中,焦炉生产核心依赖推焦车、拦焦车、熄焦车、装煤车四大移动车辆协同作业,多车精准联锁是焦炉安全生产、稳定出焦的核...
一、项目背景随着智慧港口、智能煤场数字化转型加速,堆取料机、斗轮机、岸桥等大型移动作业设备的远程管控、数据互通成为行业升级核心需求。传统散货码头、集装箱码头及电...
一、项目背景在智能制造、柔性生产飞速发展的当下,汽车总装、电子制造等现代化工厂普遍采用AGV、RGV无人搬运小车完成物料输送、工位对接、流水线转运工作。AGV/...
一、项目背景随着智能仓储行业快速升级,自动化立体仓库凭借高密度存储、全自动存取、无人化作业的优势,已广泛应用于家电、电商、汽配、智能制造等行业。立体仓库核心核心...
一、项目背景随着新能源产业快速规模化发展,山地风电、分布式屋顶光伏、野外集中式风电场已成为清洁能源发电的核心载体。这类新能源场站普遍存在设备点位分散、覆盖范围广...
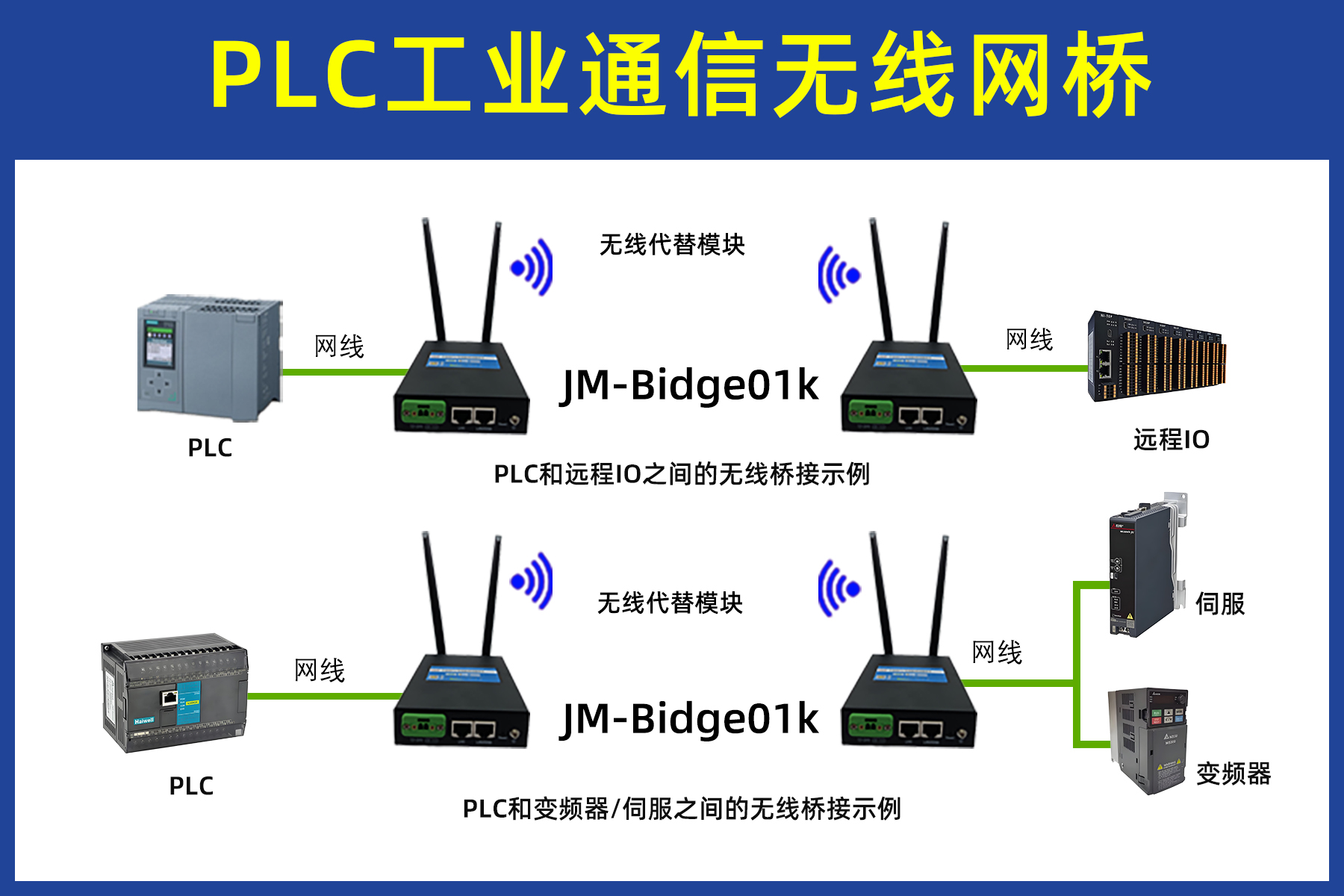
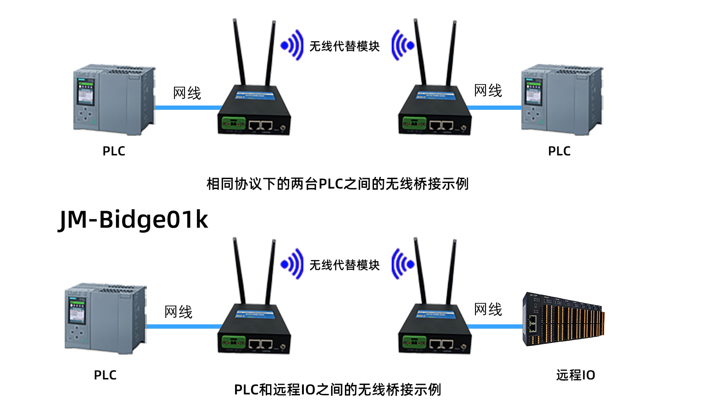
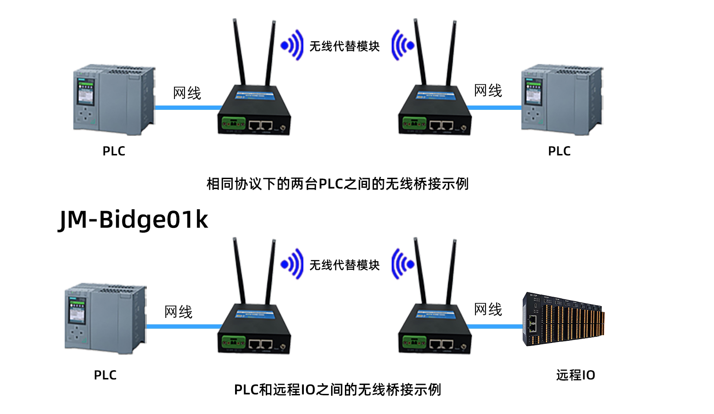
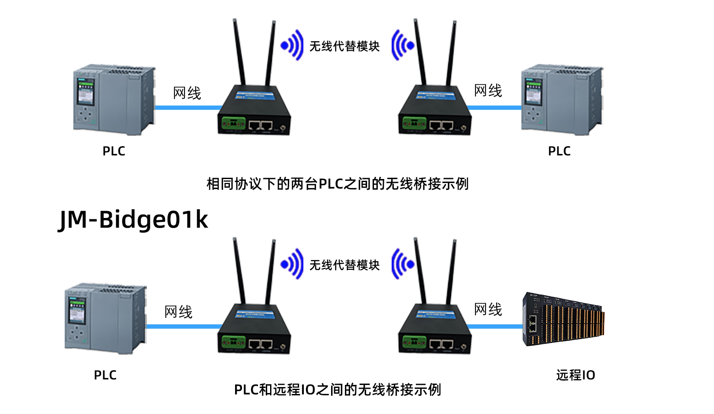
一、项目背景在中小型离散制造工厂智能化升级过程中,多数厂区存在厂房分批建设、产线新旧交替、设备品牌混杂的普遍问题。老旧车间与新建车间独立运行,各生产线单独配置P...

一、项目背景随着建筑行业智慧化、规范化监管全面落地,住建、环保部门对在建工地的扬尘治理、施工噪声、起重设备安全出台了严格的线上监管标准,扬尘超标、噪音扰民、塔吊...