
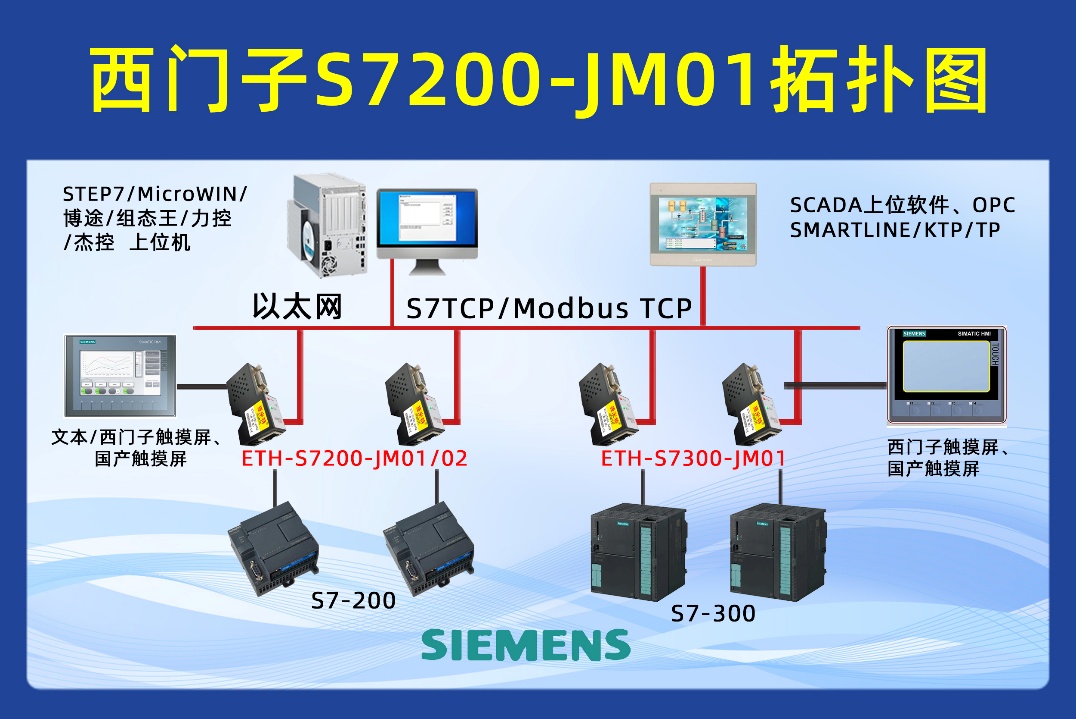
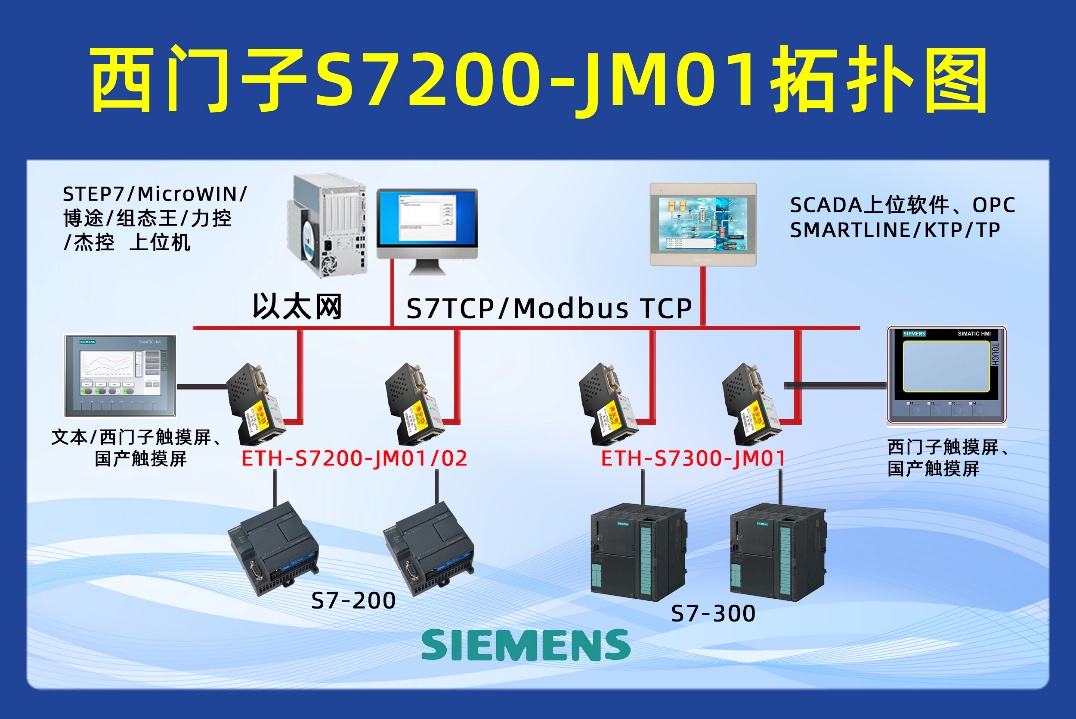
一、项目背景与痛点分析在新能源汽车零部件制造行业,某企业电机装配生产线以西门子S7-200PLC为核心控制器,但该PLC无原生以太网接口,只能依赖传统PPI串口...

一、行业背景与痛点分析在化工与制药行业的生产场景中,自动化控制系统往往面临设备协议碎片化、数据孤岛化的典型难题。以某制药企业的无菌原料药生产线为例,其核心控制系...
一、项目背景与痛点分析在新能源智能仓储物流行业快速发展的背景下,某自动化设备制造商为某锂电池生产基地设计的智能分拣系统,采用西门子S7-200PLC作为核心控制...
一、行业背景在高速发展的新能源汽车产业浪潮中,核心零部件制造商面临着前所未有的压力:订单激增、产品迭代加速、质量追溯要求严苛。某知名电机控制器壳体制造工厂,其...

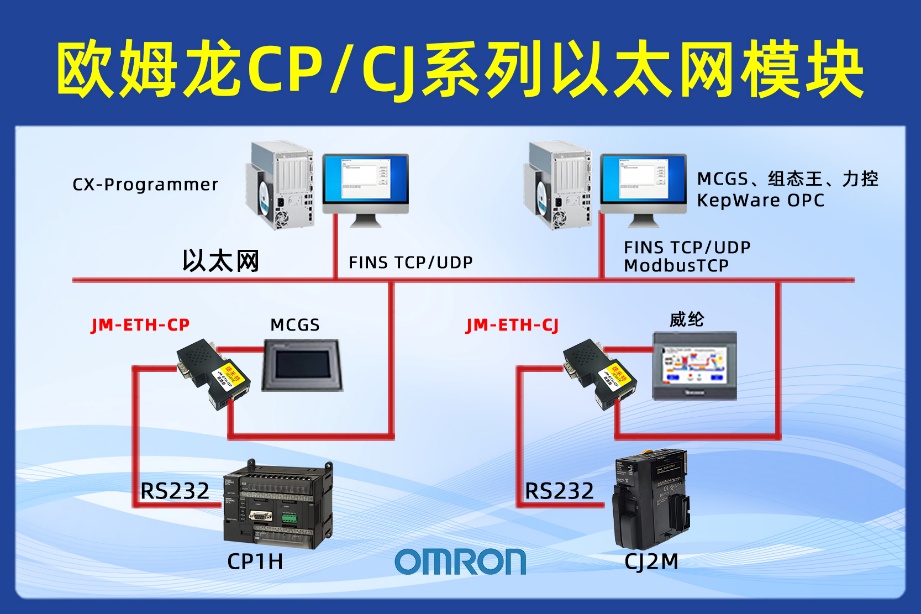
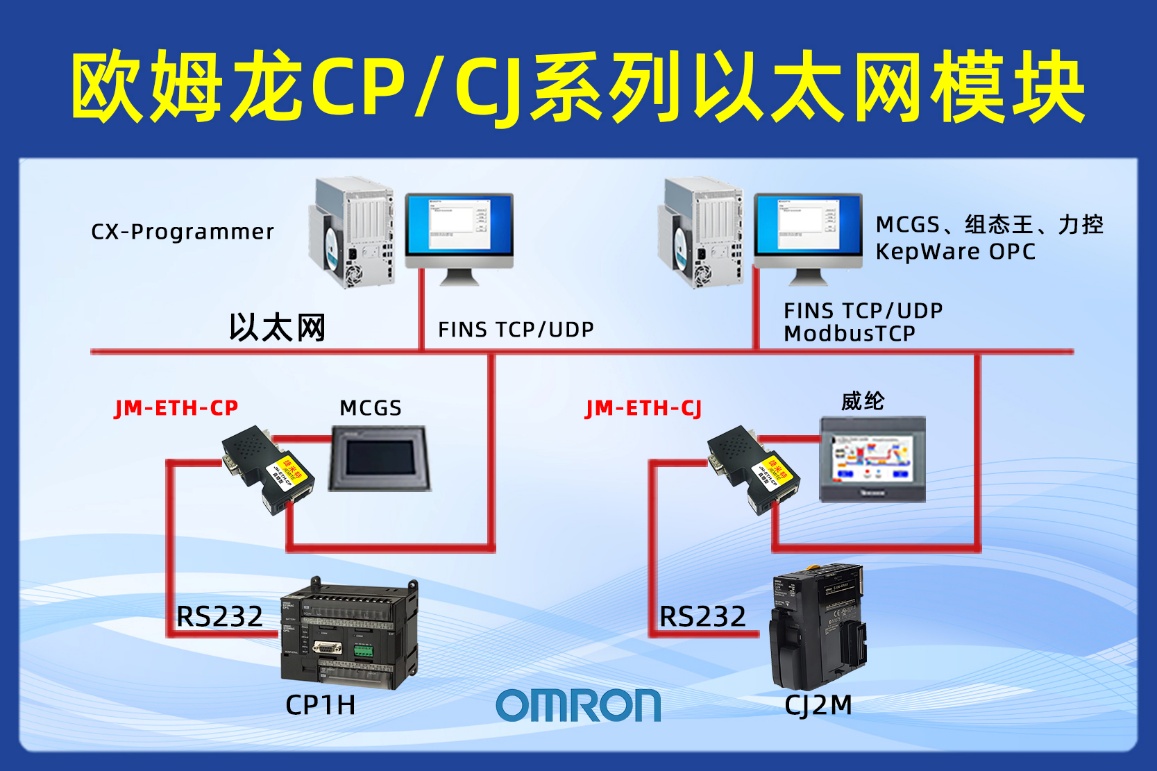
一、行业痛点:PLC无网口制约智能化转型在食品加工机械领域(如面包自动成型生产线),欧姆龙CP1L系列PLC因稳定性高、成本适中而被广泛采用。然而,其原生仅配备...

一、项目背景与痛点场景描述某动力电池工厂涂布车间,三菱A1NCPU系列PLC控制涂布机张力系统,通过MC总线连接威纶通MT8071IE触摸屏实现本地操作。需将...

一、行业痛点与解决方案概述 以某汽车零部件制造企业的生产线检测系统为例,该企业原本使用欧姆龙CP1H PLC作为主控制器。由于CP1H PLC本身不具备以太网...
一、案例背景与行业痛点随着全球对环境保护和可持续发展的重视,新能源汽车行业迎来了快速发展的机遇。某新能源汽车制造企业为了提升生产效率、优化生产管理流程以及实现...
一、项目背景与痛点分析在某省级电网公司的智能变电站改造项目中,核心需求是对站内35kV开关柜、变压器温控器、直流屏等200+台设备进行实时数据采集与远程控制。原...

一、项目背景在现代机床设备控制领域,随着制造业工业自动化、智能化程度的不断提高,机床设备的控制与管理需求也日益复杂。传统的机床控制系统通常采用串口通讯方式,如R...