
一、 应用背景及核心痛点某电子制造车间现有12台欧姆龙CP1L/CP1E系列PLC,主要用于生产线自动化控制,长期面临设备联网难、数据采集繁琐、维护不便等问题...
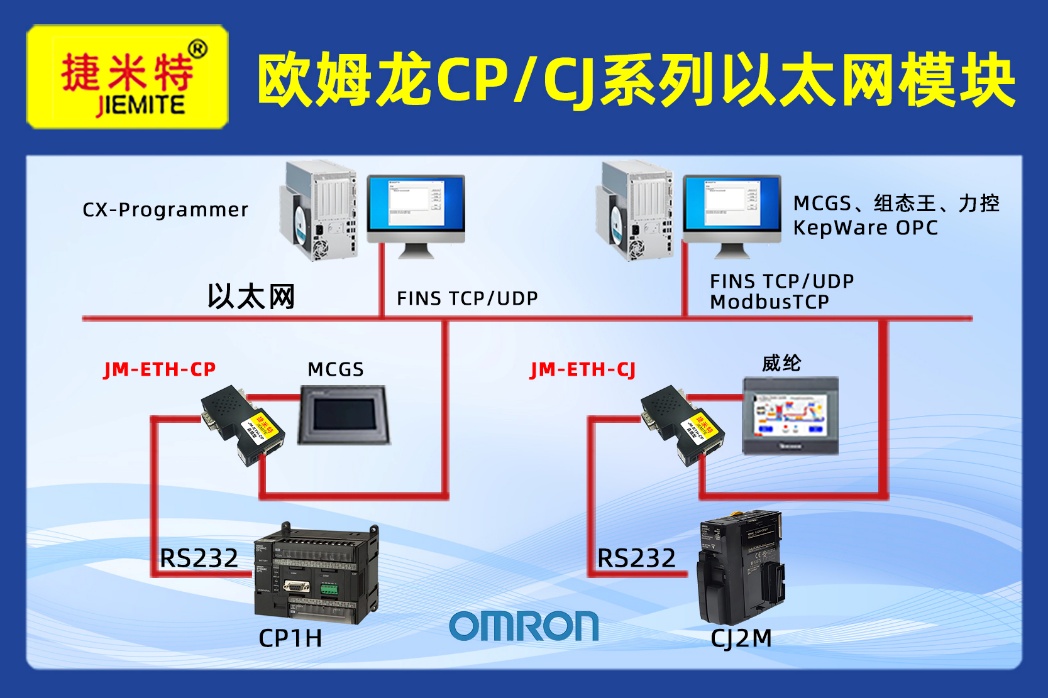
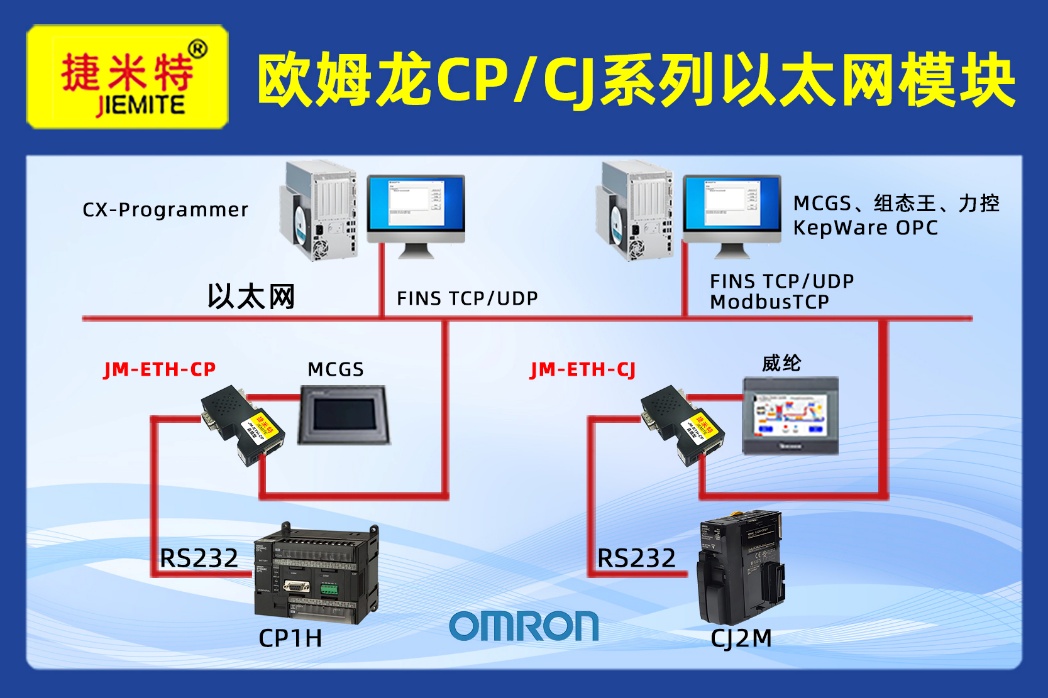
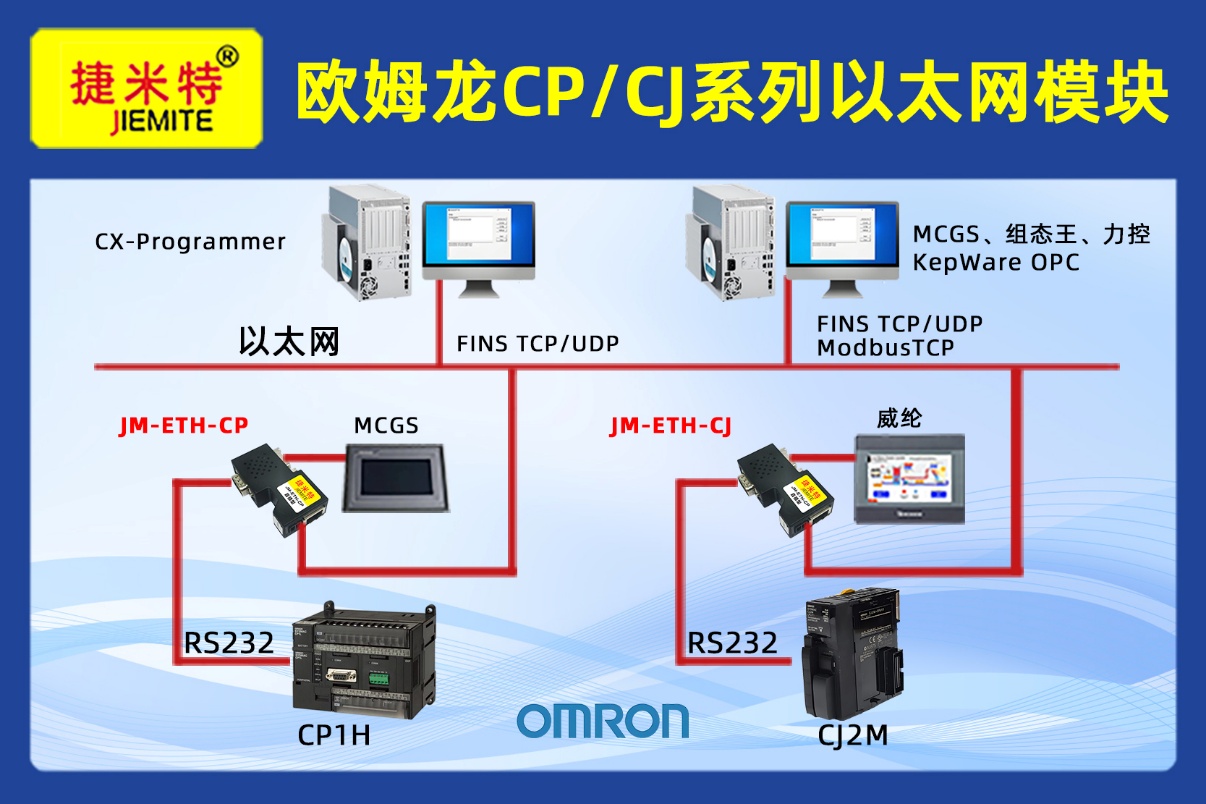
一、 项目背景某制造业车间采用欧姆龙CP1H系列PLC作为核心控制设备,负责生产线的启停、参数调控及数据采集。随着车间信息化升级需求提升,原有PLC仅支持DB9...

一、 背景与痛点:当“沉默”的老PLC遇上“紧迫”的数字化华南某汽车零部件生产车间,一条于2010年投用的装配线正面临巨大压力。该产线核心控制器为罗克韦尔(AB...
一、 项目背景某自动化生产企业现有多条生产线,核心控制设备采用欧姆龙CJ2系列PLC,长期依赖传统串行通讯模式,随着生产信息化升级,出现诸多通讯瓶颈,严重影响生...
一、 项目背景某汽车零部件加工厂近期推进自动化升级,现场部署了西门子S7-1200(型号6ES7 214-1AG40-0XB0)、S7-200Smart(型号6...
一、项目背景某汽车零部件自动化生产车间,主要负责发动机核心部件冲压、装配工序,部署了多套自动化控制系统,核心设备包括西门子S7-1200/1500 PLC共8台...

一、 项目背景某大型机械制造企业车间自动化升级过程中,面临多类工业网络痛点,导致生产监控不畅、设备协同低效,严重影响生产进度。为彻底解决上述问题,企业引入捷米特...

一、项目背景某汽车零部件加工厂进行自动化生产线升级,现场部署多台PLC、数控设备及上位机监控系统,核心设备包括西门子S7-200 SMART CPU SR40 ...
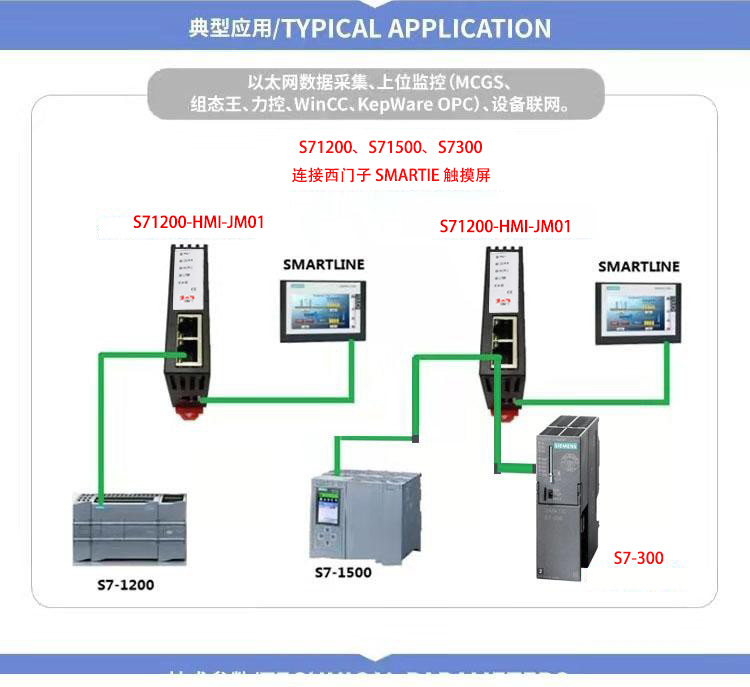
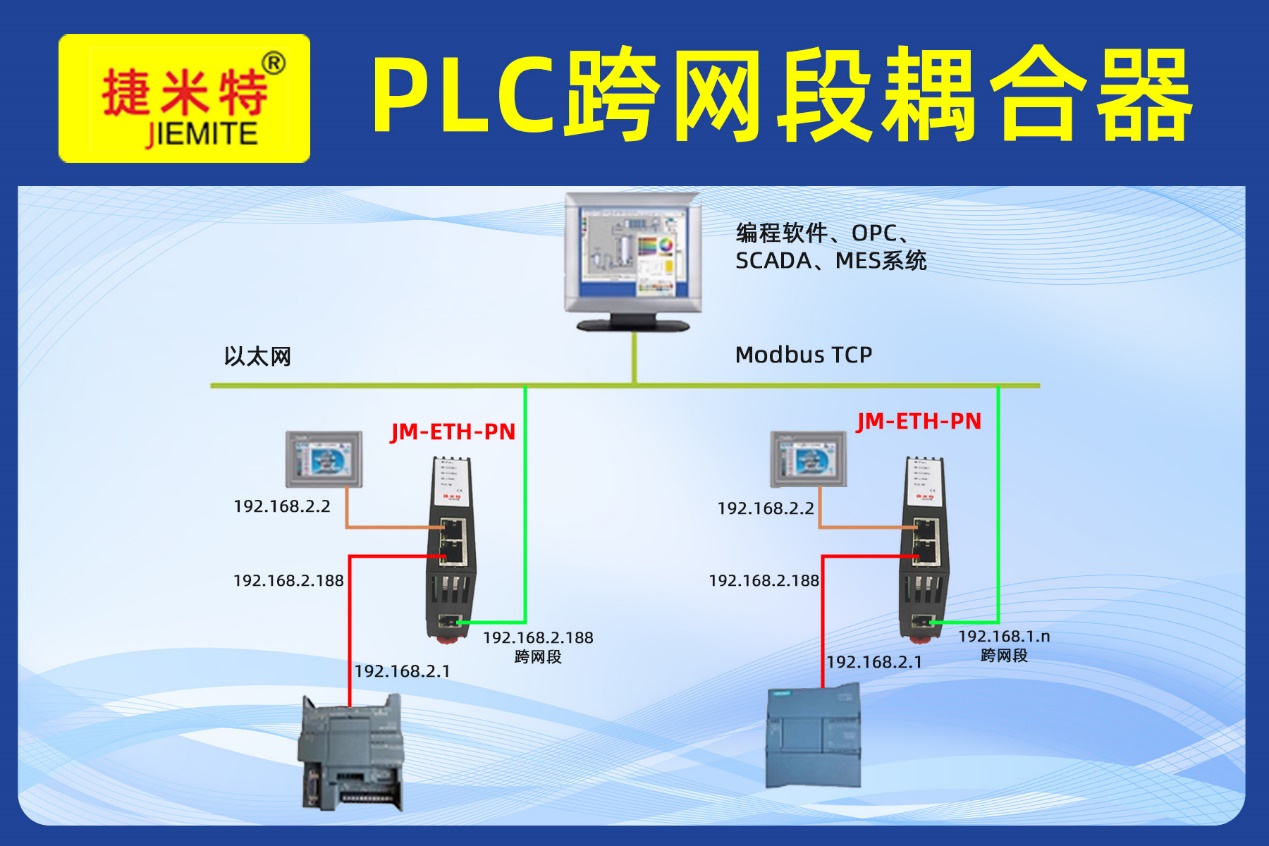
一、 项目背景在汽车零部件、食品包装、智能仓储等工业自动化领域,西门子S7系列PLC(1200/1500/300)与西门子SMART IE触摸屏是主流配套设备,...

一、 应用背景及核心痛点某智能制造工厂现有多条生产线,核心控制设备采用三菱Q系列PLC(型号Q00UCPU/Q01UCPU),该系列PLC无内置以太网接口,仅依...