

一、应用背景与PLC痛点某自动化生产线采用三菱FX5U PLC作为控制核心,负责生产线启停、参数采集与设备联动,原有系统未配置专业以太网通讯模块,运行中出现诸多...
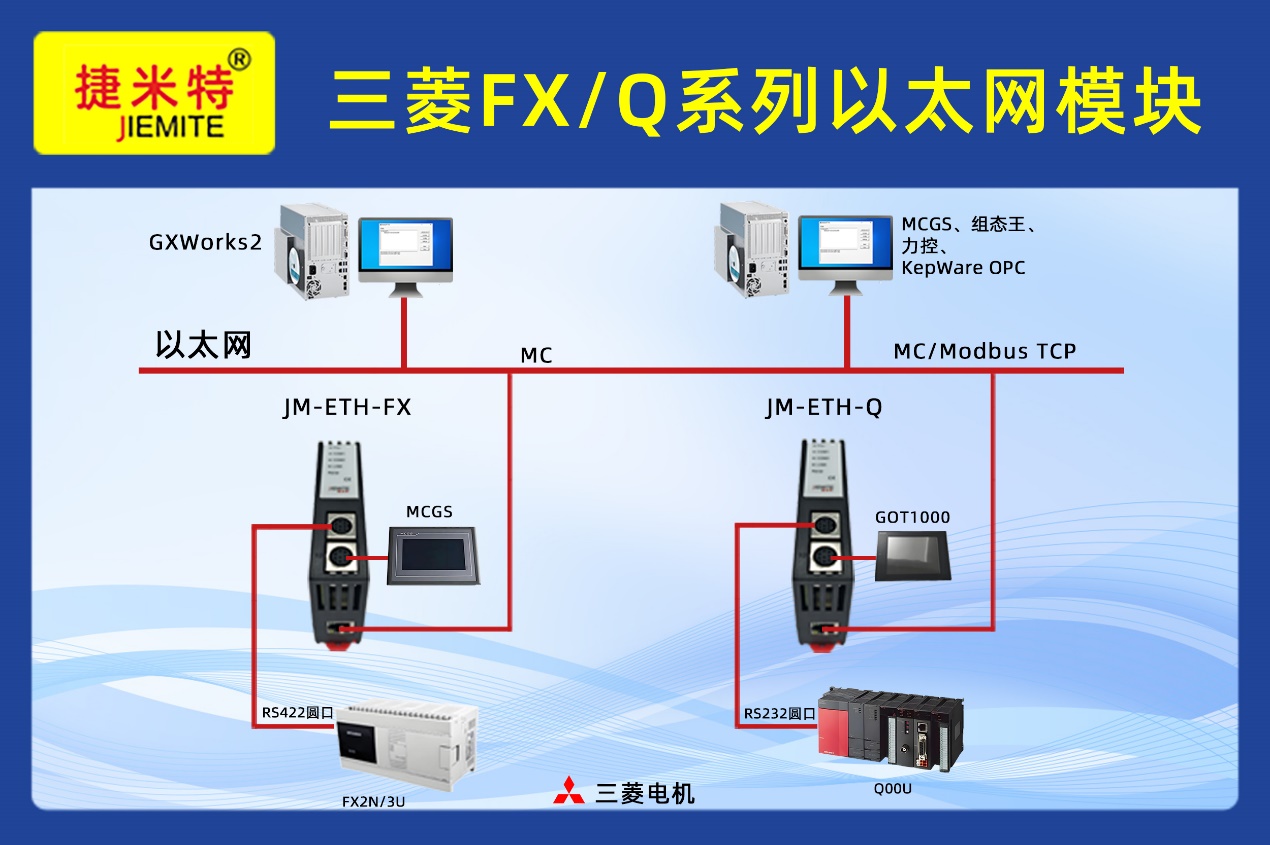
一、 背景:设备联网的瓶颈某汽车零部件制造企业拥有多条自动化装配线,核心控制器采用三菱FX5U PLC。随着工厂数字化升级推进,企业需要将产线上的设备状态、产量...

一、项目背景:解决协议不兼容难题在工业自动化现场,大量执行器、传感器、智能仪表等设备采用 CAN 总线通讯,而主流 PLC 控制系统普遍支持 Modbus TC...

一、 背景与挑战某汽车零部件生产厂,其车间核心生产环节仍在使用大量三菱A系列PLC(以A1S、A2N等型号为主)。这些设备运行稳定,承担着关键生产任务。但设备的...

一、项目概况与核心痛点本项目为某新区城市综合管廊智能化监控系统升级工程,管廊总长3.2公里,涵盖电力舱、燃气舱、综合舱三大舱体,部署风机、排水泵、电动阀门、气...

一、 背景当前制造业正朝着综合信息化方向转型,车间级生产管理的前提是构建设备信息化网络,设备联网成为企业实现智能化升级的关键。某新能源锂电池制造厂有多台三菱A系...

一、项目背景与痛点某制造企业的自动化产线采用西门子S7-300 PLC作为核心控制单元,长期面临以下通讯瓶颈:1. 跨代通讯障碍:产线升级后新增的西门子S7...
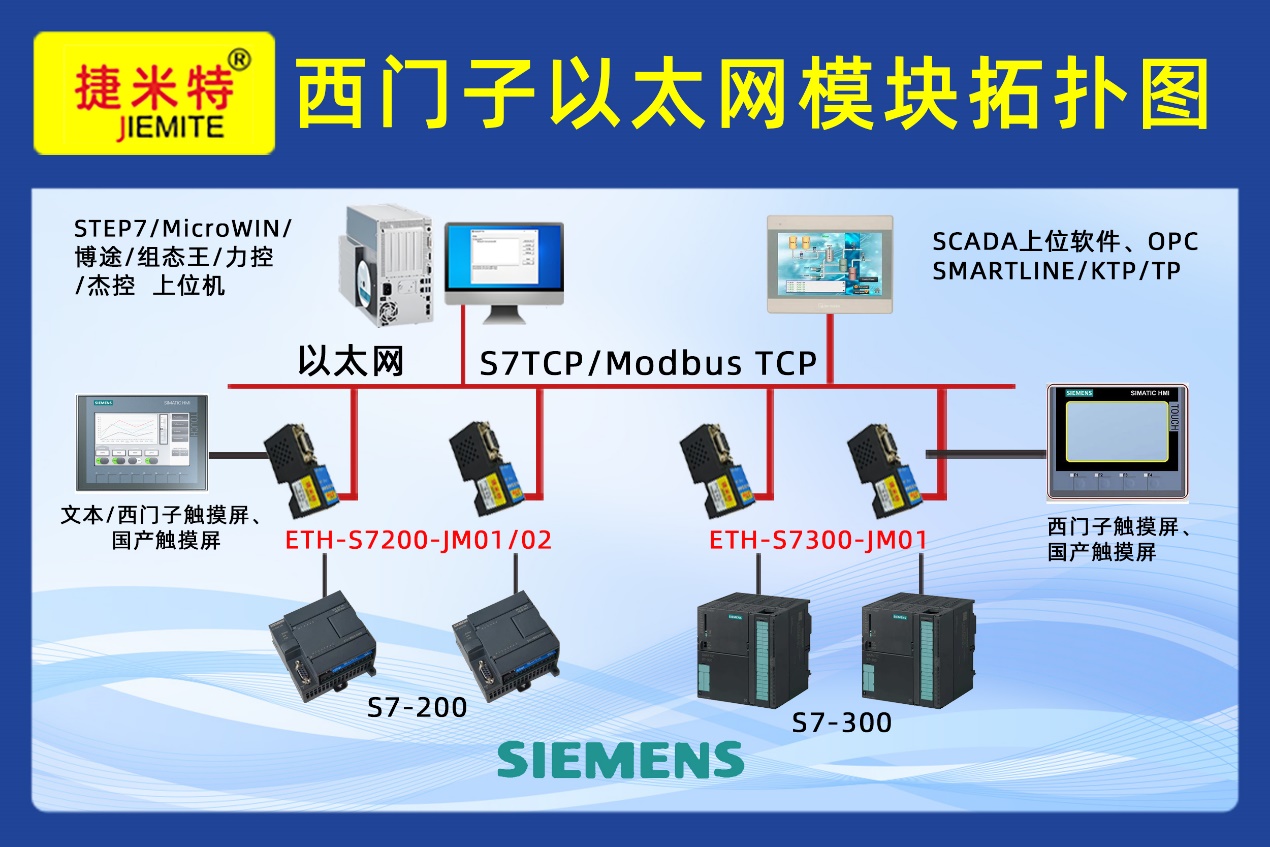
一、 背景概述某自动化生产车间采用西门子S7-300系列PLC作为核心控制单元,配套西门子SM321数字量输入模块、SM322数字量输出模块,负责管控生产线的输...

一、项目背景与痛点某化工企业一套运行近十年的DCS配套装置,核心控制单元为西门子S7-300 PLC,仅支持MPI/DP通讯。随着装置智能化改造推进,原有通讯...

一、 项目背景某制造业车间自动化控制系统采用西门子300PLC(型号CPU 315-2PN/DP)作为核心控制器,负责车间生产线的启停、参数调节及故障反馈等核心...