

一、项目概况与核心痛点本项目为某汽车零部件加工车间智能物料输送系统升级工程,车间总面积约 18000㎡,包含 4 条主线输送线、12 条支线分拣线,部署滚筒电...

本案例基于Profinet转CANopen工业协议网关,实现西门子 S71200 PLC 与汇川 SV660 伺服驱动器之间的稳定通讯与实时运动控制。方案无需改...

一、项目背景与需求某工业现场采用欧姆龙 CJ 系列 PLC作为核心控制单元,自带网口,默认采用FINS TCP 协议通信;现场需将 PLC 内设备运行参数、温度...
一、项目痛点1. 通讯兼容性差:西门子200smart PLC仅支持PPI串口通讯,车间新增的国产昆仑通态TPC7062Ti触摸屏无法直接与PLC对接,传统串口...
一、项目背景及痛点某小型自动化生产线采用西门子200PLC作为核心控制器,负责生产线的启停、参数调节及故障反馈,现场配套昆仑通泰国产触摸屏进行本地操作,中控室需...
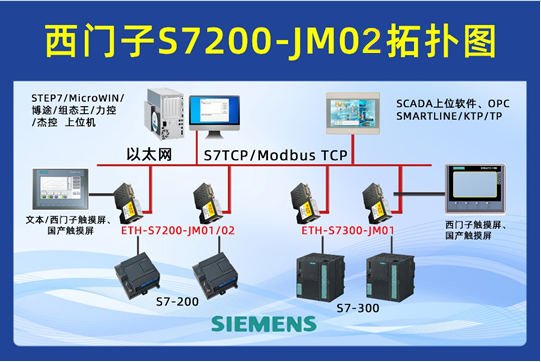
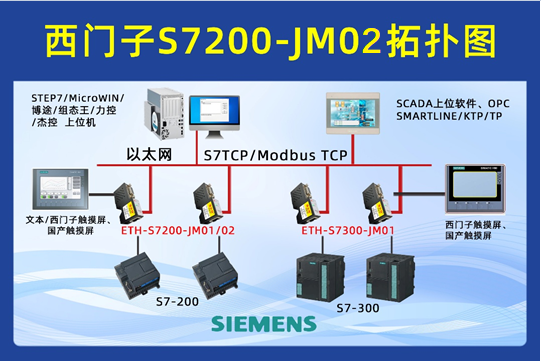
一、 项目背景与核心痛点某汽车零部件制造企业的一条自动化装配线,采用了西门子 S7-200 PLC(型号:CPU 226)作为核心控制单元,负责整条产线的逻辑控...
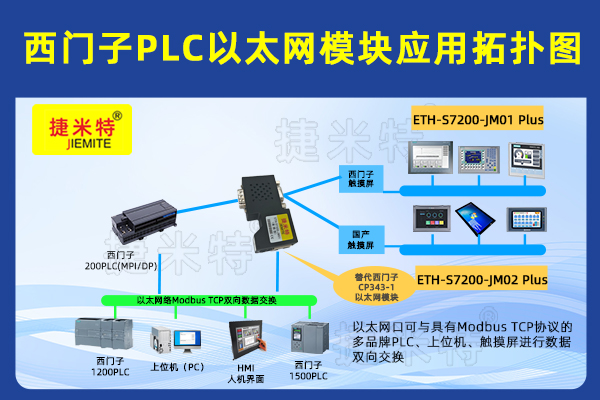
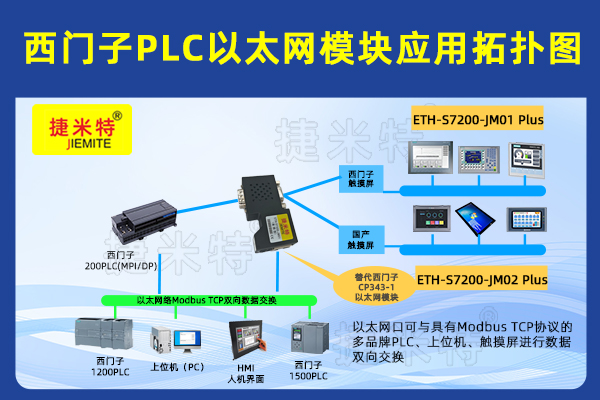
一、项目背景与核心痛点某自动化生产线项目采用西门子 S7-200 SMART PLC作为核心控制单元,负责现场逻辑控制与数据采集。随着生产规模升级,项目需接入西...

一、项目需求某装配生产线以三菱 FX5U PLC为核心控制器,设备运行稳定但通信接口封闭,仅支持三菱专用 MC 协议,无法直接接入第三方昆仑通态触摸屏、组态王上...
一、行业背景与项目概况1.1 食品加工行业技术需求食品加工行业受政策监管趋严、消费需求升级及劳动力成本攀升等因素影响,智能化改造已成为企业提升核心竞争力的必然...

一、行业背景与项目概况1.1 机器人组装电池行业技术需求机器人组装电池行业是新能源电池制造的核心环节,涵盖电芯贴合、封装、极耳焊接、电池组组装等关键工序,广泛...