
一:S7-200与S71200在某大型食品加工厂的生产线升级项目中,西门子S7-200与S7-1200的通讯难题一度成为制约生产效率提升的瓶颈。S7-200作为...

一、行业痛点华东某上市塑企32条注塑生产线,核心控制为32套西门子S7-400 PLC。当年规划时MPI/DP尚属主流,如今却成为智能化改造的最大障碍:1. 没...

一、行业背景在光伏行业硅片制程中,高洁净度的化学清洗线是关键环节。某光伏材料工厂拥有一条老式清洗线,其核心控制器为西门子S7-315-2DP PLC(仅带MP...
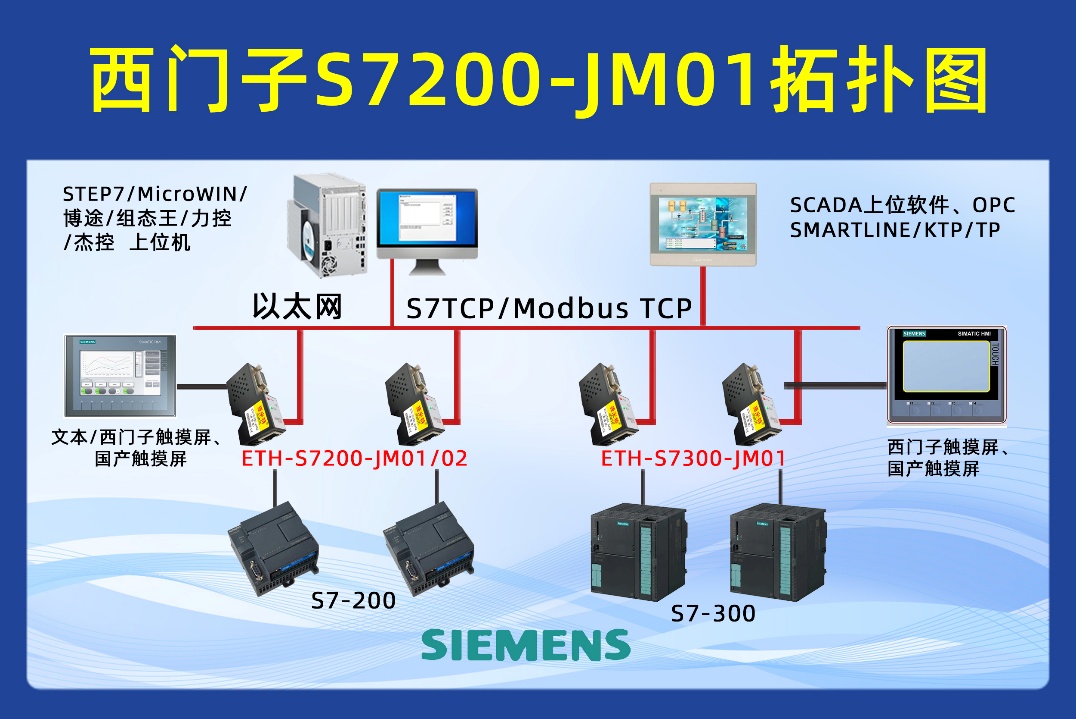
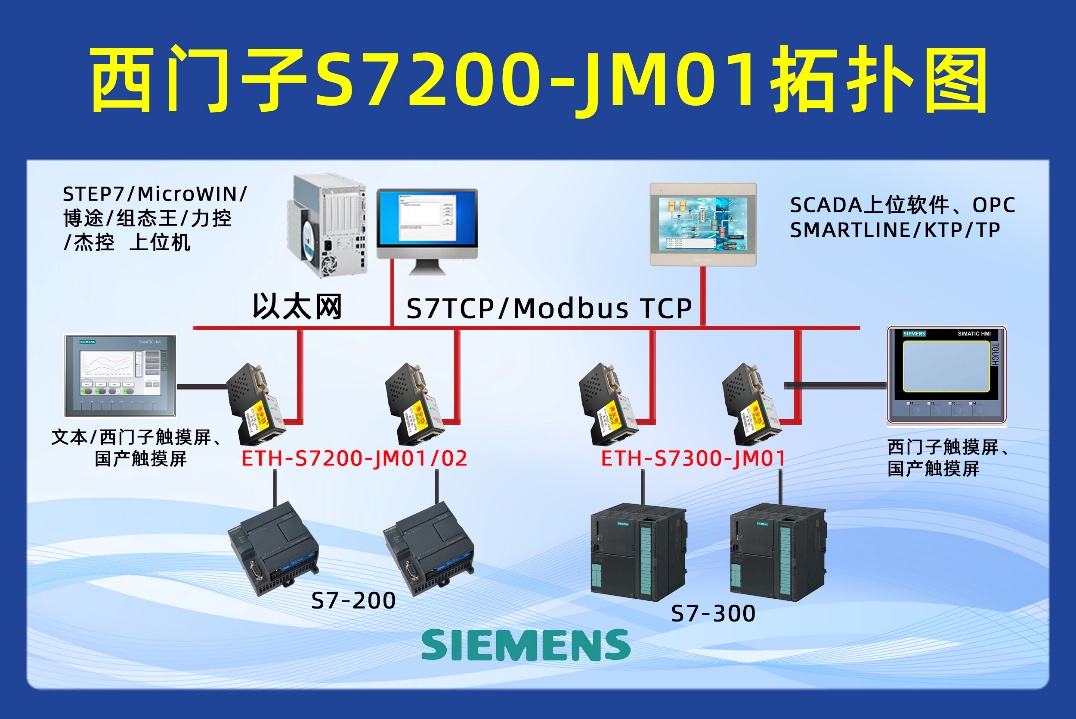
在某大型食品加工厂的生产线升级项目中,西门子S7-200与S7-1200的通讯难题一度成为制约生产效率提升的瓶颈。S7-200作为该厂早期投入使用的PLC,负责...
一、项目背景与行业选择在光伏组件生产行业中,自动化设备的稳定通讯对生产效率至关重要。随着智能制造的发展,老旧设备通讯升级成为许多光伏企业的迫切需求。我们选择光...
一、行业痛点:没有网口的S7-200 PLC如何拥抱数字化环保在VOCs(挥发性有机物)排放、PM2.5、水质COD/氨氮等在线监测领域,西门子S7-200系列...
一、项目背景与痛点分析在新能源汽车零部件制造行业,某企业电机装配生产线以西门子S7-200PLC为核心控制器,但该PLC无原生以太网接口,只能依赖传统PPI串口...

一、行业背景与痛点分析在化工与制药行业的生产场景中,自动化控制系统往往面临设备协议碎片化、数据孤岛化的典型难题。以某制药企业的无菌原料药生产线为例,其核心控制系...
一、项目背景与痛点分析在新能源智能仓储物流行业快速发展的背景下,某自动化设备制造商为某锂电池生产基地设计的智能分拣系统,采用西门子S7-200PLC作为核心控制...
一、行业背景在高速发展的新能源汽车产业浪潮中,核心零部件制造商面临着前所未有的压力:订单激增、产品迭代加速、质量追溯要求严苛。某知名电机控制器壳体制造工厂,其...