
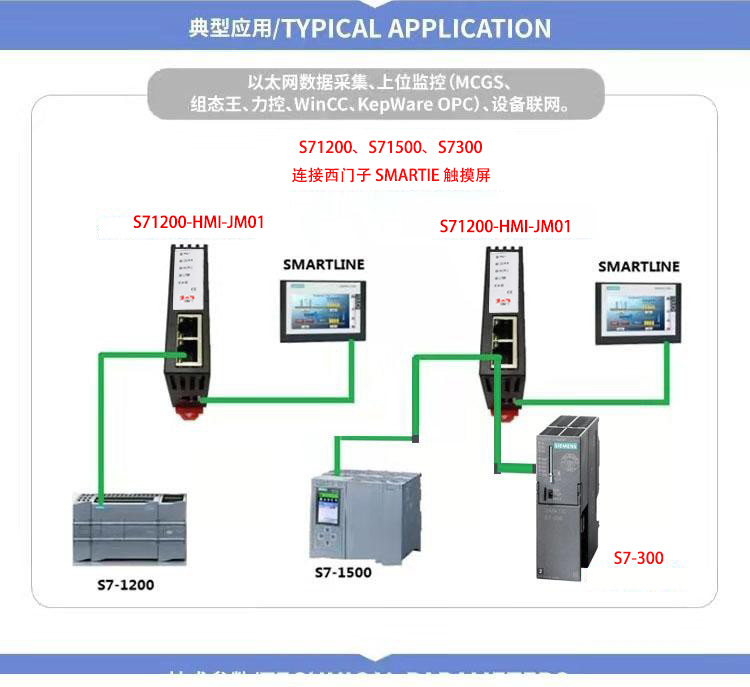
一、 项目背景在汽车零部件、食品包装、智能仓储等工业自动化领域,西门子S7系列PLC(1200/1500/300)与西门子SMART IE触摸屏是主流配套设备,...

一、 背景当前制造业正朝着综合信息化方向转型,车间级生产管理的前提是构建设备信息化网络,设备联网成为企业实现智能化升级的关键。某新能源锂电池制造厂有多台三菱A系...

一、项目背景与痛点某制造企业的自动化产线采用西门子S7-300 PLC作为核心控制单元,长期面临以下通讯瓶颈:1. 跨代通讯障碍:产线升级后新增的西门子S7...
一、 背景概述某自动化生产车间采用西门子S7-300系列PLC作为核心控制单元,配套西门子SM321数字量输入模块、SM322数字量输出模块,负责管控生产线的输...

一、项目背景与痛点某化工企业一套运行近十年的DCS配套装置,核心控制单元为西门子S7-300 PLC,仅支持MPI/DP通讯。随着装置智能化改造推进,原有通讯...

一、 项目背景某制造业车间自动化控制系统采用西门子300PLC(型号CPU 315-2PN/DP)作为核心控制器,负责车间生产线的启停、参数调节及故障反馈等核心...

一、项目概况与核心痛点本项目为某汽车零部件加工车间智能物料输送系统升级工程,车间总面积约 18000㎡,包含 4 条主线输送线、12 条支线分拣线,部署滚筒电...
一、项目痛点1. 通讯兼容性差:西门子200smart PLC仅支持PPI串口通讯,车间新增的国产昆仑通态TPC7062Ti触摸屏无法直接与PLC对接,传统串口...
一、项目背景及痛点某小型自动化生产线采用西门子200PLC作为核心控制器,负责生产线的启停、参数调节及故障反馈,现场配套昆仑通泰国产触摸屏进行本地操作,中控室需...
一、 项目背景与核心痛点某汽车零部件制造企业的一条自动化装配线,采用了西门子 S7-200 PLC(型号:CPU 226)作为核心控制单元,负责整条产线的逻辑控...